





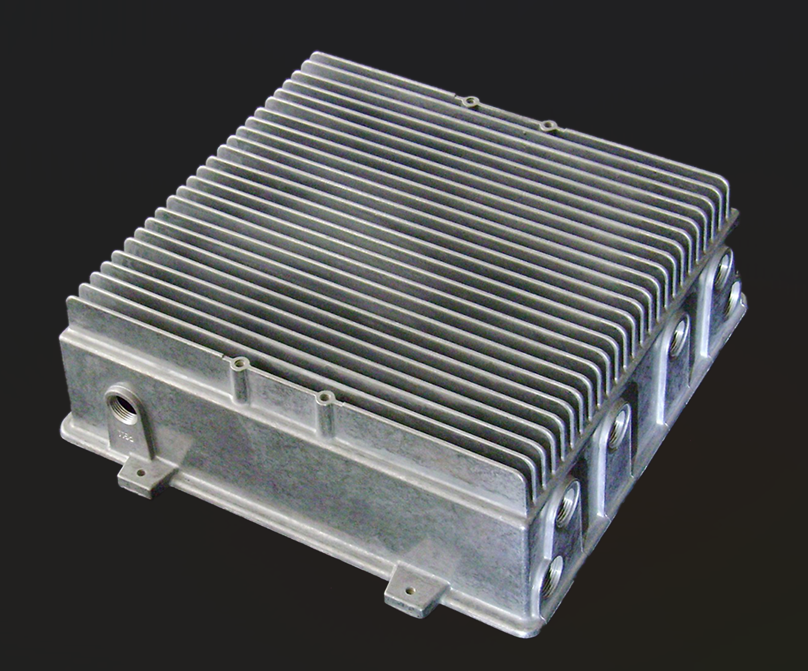
Kælihylkið frá KINGRUN notar kaldsteypuferli þar sem bráðið málm er notað til að knýja formið. Loftknúinn eða vökvaknúinn stimpill þrýstir bráðnum málmi inn í formið.KINGRUN steyptir kælihylkieru aðallega framleiddar úr álblöndum A356, A380, ADC14).
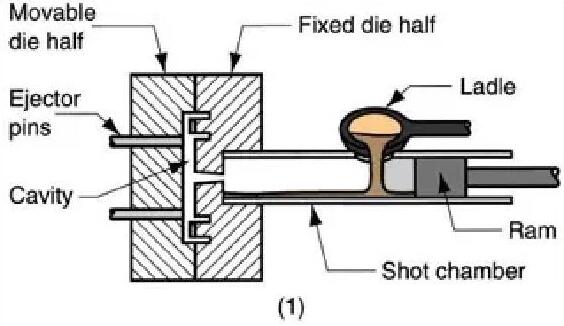
Í framleiðsluferlinu fyrir kæli úr steypu þarf tvo helmingar af steypuformi. Annar helmingurinn er kallaður „lokhelmingur“ og hinn „útkasthelmingur“. Skiptilína er búin til á þeim hluta þar sem helmingarnir tveir mætast. Formið er hannað þannig að fullunna steypan renni af lokhelmingi formsins og verði eftir í útkasthelmingnum þegar formið er opnað. Útkasthelmingurinn inniheldur útkastpinna til að ýta steypunni út úr honum. Til að koma í veg fyrir skemmdir á steypunni rekur útkastpinnaplata alla pinnana nákvæmlega út úr útkastforminu á sama tíma og með sama krafti. Útkastpinnaplatan dregur einnig pinnana til baka eftir að steypan hefur verið skotin út til að undirbúa næsta skot.
Notkunarsvið kælispípu
Háþrýstisteyptir kæliplötur eru hagkvæmur kostur fyrir notkun í miklu magni sem er þyngdarnæm og krefst framúrskarandi yfirborðsgæða eða flókinna rúmfræði sem annars væri ekki hægt að ná með öðrum framleiðsluaðferðum fyrir kæliplötur. Styptir kæliplötur eru framleiddar í nánast fullkomnu formi, þurfa litla sem enga viðbótar samsetningu eða vinnslu og geta verið misflækjustigar. Styptir kæliplötur eru vinsælar í...Bílaiðnaðurog5G fjarskiptimörkuðum vegna einstakra krafna um lögun og þyngd sem og þarfa fyrir mikla framleiðslumagn.
Diecast kælibúnaður steypuferli
Eftirfarandi eru dæmigerð skref í steypuferli KINGRUN:
• Búðu til deyjamótið/mótið
• Smyrjið deyjana
• Fyllið deyjuna með bráðnu málmi
• Útkast úr helmingi loksins
• Hristing úr helmingi útkastdeyjar
• Að snyrta og síðan mala umframefni
• Duftlakkið, málið eða anodíserið steypta hitaklefann
Birtingartími: 15. júní 2023




